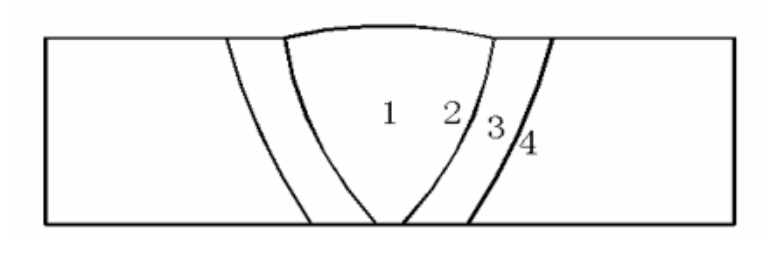

1.焊缝区
1)定义与形成
焊缝区是焊接过程中母材与填充金属熔化后重新凝固形成的区域, 是在焊接接头横截面上测量的焊缝金属的区域,是焊缝表面和熔合线所包围的区域其金属经历了高温熔化(可达母材熔点以上)和快速冷却过程,形成铸态组织。
2) 组织与性能特点
在冷却过程中,焊缝区以熔合线上局部半熔化的晶粒为核心向内生长,形成柱状晶粒。这种联生结晶过程可能导致化学成分和杂质在焊缝中心区产生偏析,从而影响焊缝金属的力学性能。
晶粒结构:通常为柱状铸态组织,晶粒较粗大(若冷却速度较快,也可能形成细小晶粒)。化学成分:由母材和填充金属混合而成,可能出现成分偏析(如锰、硅等合金元素的局部富集)。机械性能:硬度较高,但韧性可能低于母材;若焊接参数控制得当(如合理选择焊接材料、控制冷却速度),其强度可接近甚至超过母材。
3)质量控制要点
需通过调整焊接电流、电压、速度等参数,避免气孔、夹渣等缺陷。
2. 熔合区(半熔化区)
1)定义与范围
熔合区是焊接接头中焊缝金属向热影响区过渡的区域,该区很窄,两侧分别为经过完全熔化的焊缝区和完全不熔化的热影响区。熔合区是焊缝与母材的交界过渡区域,宽度仅约0.1~0.4 mm,属于部分熔化区。
2)组织与性能特点
熔合区的加热温度在合金的固液相线之间,具有明显的化学不均匀性,组织特征为少量铸态组织和粗大的过热组织。因此,熔合区的塑性差、强度低、脆性大,是焊接接头中最薄弱的环节之一,容易产生焊接裂纹和脆性断裂。
化学成分:存在显著的不均匀性,可能形成溶质元素的过渡带,尤其在异种材料焊接时更为明显。微观结构:常为粗大的过热组织或淬硬组织(如马氏体),是焊接接头中力学性能最薄弱的区域。缺陷敏感性:易产生裂纹、气孔,且应力集中现象显著。
3)关键问题
熔合区的性能无法通过调整焊接材料成分直接改善,需依赖工艺优化(如预热、后热)减轻组织脆化。
3.热影响区(HAZ)
1)定义与分区
热影响区是母材受焊接热循环影响但未熔化的区域,是焊缝两侧因焊接热作用没有熔化但发生金相组织变化和力学性能变化的区域。根据峰值温度和冷却速度可细分为:粗晶区(过热区):晶粒显著粗化,韧性下降。细晶区(正火区):组织细化,机械性能较好。部分相变区:仅部分组织发生相变,性能不均匀。
热影响区可以进一步划分为过热区、正火区、不完全重结晶区和再结晶区(对于低碳钢及合金元素较少的低合金高强度钢)。过热区组织粗大,塑性和韧性差;正火区金属完全发生重结晶,冷却后为均匀而细小的正火组织,力学性能明显改善;不完全重结晶区组织不均匀,力学性能也较差。热影响区的大小和组织性能变化的程度取决于焊接方法、焊接规范和接头形式等因素。
2)性能变化
硬化与脆化:高碳钢或合金钢易形成淬硬组织(如马氏体),导致脆性增加。软化:铝合金等材料可能因退火效应导致强度降低。
3)控制措施
通过控制焊接热输入(如降低电流、加快焊接速度)减少过热影响。 采用焊后热处理(如回火)改善组织均匀性。
4.三者的关系与整体影响
1)区域相互作用
熔合区是焊缝与热影响区的过渡带,其组织缺陷(如裂纹)可能向热影响区扩展。热影响区的性能退化(如软化或硬化)会削弱接头的整体承载能力。
2)接头性能薄弱环节
熔合区和热影响区的粗晶区是焊接接头中机械性能最差的区域,常成为断裂起始点。
3)工艺优化方向
需综合考虑焊接材料、热输入控制、预热/后热工艺,以平衡三个区域的性能。